
PROJECT SHOW
荣誉资质
Diathermy furnace
- Categories:Solution field
- Author:
- Origin:
- Time of issue:2019-04-18 17:39
- Views:

Diathermy furnace
- Categories:Solution field
- Author:
- Origin:
- Time of issue:2019-04-18 17:39
- Views:
Summary
The diathermy furnace is a four-hole furnace, three holes are used for the heat transfer of the billet, and one hole is used for the compensation heating, forming and precision calcination after the initial forging. The on-site thermometer shows a temperature of around 1050 °C. The work rhythm is even. Due to the structure of the diathermy furnace, the on-site temperature measurement is located at the concentric horizontal position of the heating hole of the through-heating furnace, and the measuring point is a cylindrical circular cross-section of the heated billet, and the cross-section temperature is lower than the central position temperature of the heated portion of the billet. The actual measurement results on the site show that the temperature of the center of the blank is around 1170 °C. If the result is reproducible, it will not affect the quality of the forged final product.
Aims
In order to further improve efficiency and ensure product quality, equipment modification requirements are proposed. details as follows:
1. On-site four sets of diathermy furnaces (total 12 holes) temperature measurement data are intensively managed to achieve traceability of production process data;
2. Accurately measure the temperature of each tapped workpiece and alarm to ensure that the billet temperature entering each forging process meets the process temperature.
Solution
DIKAI V2.5 data acquisition software is used to realize the process data measurement and recording of each part in the production process; the IRPTH2 infrared thermometer is used to realize the billet temperature measurement: the sound and light alarm system is adopted to realize whether the billet temperature is qualified or not.
Option One:
System composition: DIKAI V2.5 data acquisition software, infrared temperature measurement, display table, sound and light alarm, computer, auxiliary materials, etc. As shown in the figure below, install the infrared thermometer in the concentric horizontal position of the furnace hole of the through-heater. By measuring the temperature of the circular cross section of the billet cylinder. Measurement data is recorded by data acquisition software. The blanks meeting the process parameters enter the next process and are forged. Otherwise it will alarm.
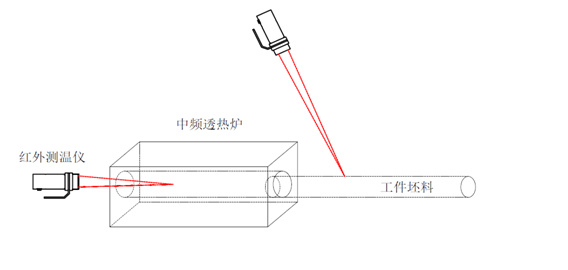
System disadvantage: Since the actual temperature of the billet cannot be measured, it is necessary to find out the difference between the billet section and the center position temperature and compensate. It is an indirect measurement of the billet temperature. Poor process stability.
Advantages: small changes in the system and low construction difficulty
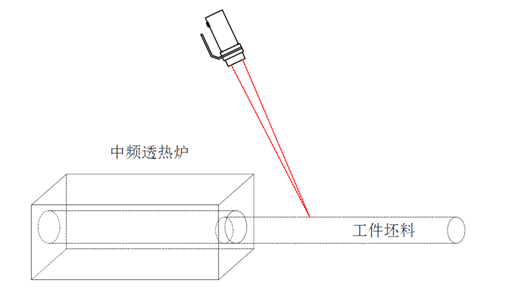
Option two:
System composition: DIKAI V2.5 data acquisition software, infrared temperature measurement, display table, sound and light alarm, computer, auxiliary materials, etc. As shown in the figure below, the infrared thermometer is installed at the exit of the workpiece at a certain angle according to the site conditions. The infrared thermometer automatically measures the temperature of the workpiece when the workpiece is pulled out according to the current working rhythm. Measurement data is recorded by data acquisition software. The blanks meeting the process parameters enter the next process and are forged. Otherwise it will alarm.
System disadvantage: the heating time of the billet depends entirely on the working rhythm and the worker's feeling. If the blank pull-out time is not well grasped, it will cause the temperature to be too high or the temperature to be too low.
Advantages: The forging temperature of the blank can be accurately measured.
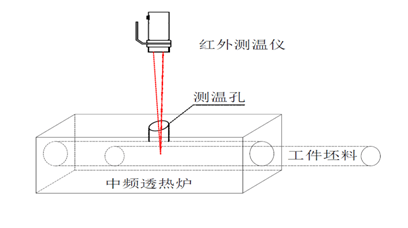
Option three:
System composition: DIKAI V2.5 data acquisition software, infrared temperature measurement, display table, sound and light alarm, computer, auxiliary materials, etc. As shown in the figure below, a temperature measuring hole with a diameter of 15 mm is opened at the vertical position of the center of the intermediate frequency furnace tube, and the infrared thermometer is installed above the vertical position of the furnace body. The billet center temperature is measured. Measurement data is recorded by data acquisition software. The blanks meeting the process parameters enter the next process and are forged. Otherwise it will alarm.
System disadvantage: The change of the system is too large and needs to be opened.
Advantages: It can accurately measure the billet temperature and remind workers to pull out, greatly improve production efficiency, reduce scrap rate and improve the utilization rate of billet. If it is produced normally, each blank can be guaranteed to enter the next production stage. Can greatly improve the economic efficiency. The intermediate frequency furnace is fully operated in a controlled state. At the same time, the automatic pulling out device of the blank can be expanded to ensure that each blank is not burned or burnt.
Option four:
System composition: DIKAI V2.5 data acquisition software, infrared temperature measurement, display table, sound and light alarm, computer, auxiliary materials, etc. As shown in the figure below, each hole of the medium frequency diathermy furnace is equipped with two infrared thermometers, one ensures the consistency of the billet heating at the tail, and the other is installed at the outlet as in the second scheme to ensure that the heating temperature of each billet is within the process requirements. The blanks meeting the process parameters enter the next process and are forged. Otherwise it will alarm.
System disadvantage: Two infrared thermometers are required for each hole of the medium frequency diathermy furnace, which costs a lot.
Advantages: Small changes in the field, no need to change the IF equipment. The billet temperature can be accurately measured and the worker is reminded to pull out, which greatly improves the production efficiency.
Overview of system components
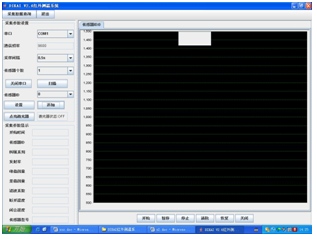
1, software features and interface display
DIKAI V2.5 data acquisition system is a special software developed for infrared thermometers. It has a friendly interface and is easy to learn and use. Powerful to meet the needs of general data collection and online monitoring. An RS485 bus can connect up to 40 thermometers.
The main functions of the system:
For infrared non-contact temperature measurement;
With RS-232/RS-485 communication interface;
Easy to learn and use with Windows graphical interface;
The lower machine ID is automatically scanned;
Historical data, curve query, display, print;
Real-time temperature detection curve display, real-time measurement value display.
2, IRPTH2 overview
The IRPT infrared thermometer uses an excellent optical structure and process; the circuit processing unit uses a 32-bit MCU. The rigorous production process and strict quality management make the measurement accuracy and repeatability of this thermometer have a good guarantee. The non-contact measurement features make the IRPT infrared thermometer widely used for non-contact temperature detection in moving objects, live conductors, vacuum environments or other special requirements.
IRPT is a cost-effective, highly adaptable thermometer that can be widely used in metal processing, scientific research and other fields. IRPT series infrared thermometer products all have laser aiming function, easy to install and use, temperature measurement range covers -30 °C-3000 °C, each series of products can be freely segmented within its effective measurement range. Can meet the needs of users of various temperature measurements.
IRPT infrared thermometer can be widely used in food, plastic processing, casting, powder metallurgy, steel rolling, electric power, chemical, glass, ceramic production, heat treatment, medium and high frequency induction heating, wire production, coking, hot pressing sintering, welding, etc. .
Technical Parameters
2.1, temperature range: 500℃-1400℃
2.2, basic error: ±0.5% FS
2.3, probe size: φ(50×150) mm
2.4, distance coefficient: 200:1
2.5, measuring distance: 0.6m-5m
2.6, the smallest target can be measured: φ2mm(400mm)
2.7, emissivity: 0.1-1.00 adjustable
2.8, response wavelength range: (0.7-1.7)μm
2.9, response time: less than 5ms
2.10, temperature resolution: 0.5℃
2.11, repeatability: ±1%FS
2.12, analog output: 0-5VDC or (4-20) mA
2.13, communication interface port: RS485
2.14, working power supply: 24VDC
2.15, weight: 0.6 kg
2.16, working environment: 0-60℃, relative humidity is not more than 90%
Physical picture

Scan the QR code to read on your phone

400-811-6877
Tel:027-8750 9386 027-8750 9105
Add:Dingye building C block, International Enterprise Center, Optics Valley Avenue, Wuhan China
Fax:027-87745185
Mail:dkoe@chinadikai.com

