
PROJECT SHOW
荣誉资质
Rolling steel heating furnace
- Categories:Solution field
- Author:
- Origin:
- Time of issue:2019-04-19 08:38
- Views:

Rolling steel heating furnace
- Categories:Solution field
- Author:
- Origin:
- Time of issue:2019-04-19 08:38
- Views:
Situation
The rolling pressure of the rolling steel heating furnace is frequent, the fuel-air ratio is difficult to grasp, and the technical requirements for workers are high. The blast furnace gas is used in the steel heating furnace. Because the pressure of the external network fluctuates frequently, the combustion of the gas in the furnace will directly affect the furnace temperature, the tapping temperature, the fuel thermal efficiency and the oxidative burning rate. Therefore, the combustion control link is one of the most critical aspects of furnace control.
At present, the peroxidation combustion and the anoxic combustion frequently occur in the heating control process, which leads to unstable furnace pressure, smoldering of the furnace inlet and outlet, and the air-fuel ratio is difficult to maintain in an optimal state, which not only wastes gas but also affects the output of the heating furnace.
Aims
The continuous measurement of the heating furnace temperature and the temperature in the furnace are controllable. Improve production efficiency, reduce energy consumption, and reduce pollution emissions.
Project outline
Option one (Blast furnace gas is used as raw material heating furnace)
The calorific value of blast furnace gas is generally 3300-4200 KJ/m3. The blast furnace gas with low calorific value is not easy to burn. In order to improve the thermal effect of combustion, in addition to the preheating of the air, the blast furnace gas must also be preheated. Therefore, when heating with blast furnace gas, half of the regenerators of the updraft of the combustion system are used to preheat the air and the other half is used to preheat the gas. In the actual combustion process, due to various factors, the temperature of the mixed gas must be much greater than the ignition point to ensure the stability of combustion. The theoretical combustion temperature of blast furnace gas is low, and the amount of blast furnace gas involved in combustion is large, resulting in a slow heating rate of the mixed gas, a low temperature, and poor combustion stability.
Solution description: The temperature of the billet in the furnace is measured by a colorimetric thermometer, the oxygen content of the air is measured by an oxygen sensor, the pressure of the blast furnace gas is measured by a pressure or flow sensor, and the intake air amount of the air and the blast furnace gas is controlled by an artificial intelligence algorithm. And the temperature of the heat storage chamber to achieve the purpose of controlling the furnace temperature. Due to the current design and functional diversity of the furnace, the specific scheme also requires on-site inspection to understand the structure of the furnace and to develop a more detailed plan.
System advantages: First of all, due to the large internal space of the heating furnace, the heating and cooling speed will have a large lag. Ordinary PID algorithms cannot achieve smooth temperature control. The system uses artificial intelligence algorithms and big data analysis. Through the temperature feedback, combined with the intake air amount and its calorific value conversion, the real-time thermal energy consumption of the system can be estimated relatively accurately. Achieve true control of temperature, reduce gas consumption and reduce emissions. Secondly, the extremely high response speed of the colorimetric thermometer can measure the temperature change in the furnace in real time. This is unmatched by traditional thermocouples.
Option two (natural gas heating furnace)
Natural gas is a high-quality clean energy source that is easy to ignite and has a low ignition point. The furnace temperature control can be achieved by controlling the temperature of the natural gas by the temperature feedback measured by the colorimetric thermometer. As in the first scheme, due to the large internal space of the furnace, the temperature rise and fall in the furnace will be greatly delayed. Artificial intelligence algorithm control is required.
Key equipment overview
Colorimetric thermometer
The extremely high response speed of the colorimetric temperature measuring device enables real-time measurement of the furnace temperature change. The comparison of the actual test results shows that the temperature change in the furnace measured by the thermocouple is within 25℃ for a period of time, and the temperature range measured by the colorimetric temperature measuring device is within 70℃. As far as visual observation is concerned, the brightness in the furnace changes significantly, and the temperature measurement value of the thermocouple does not change because the thermocouple measures the average temperature at the position where it is located, and does not react to the instantaneous temperature change.
Kirchhoff's law tells us that a very small change in the temperature of the target object can cause a large change in the amount of infrared radiation, which means that the infrared thermometer can be extremely sensitive to the change of the temperature of the object, which is also the high speed of the infrared thermometer. The theoretical basis of the response. Therefore, the colorimetric temperature measurement system can truly reflect the furnace temperature change process.
The colorimetric thermometer uses a double color temperature measurement method, that is, the ratio of the energy of the two infrared bands radiated by the target object to determine the temperature of the object to be measured. Since the measurement result depends on the ratio of the radiated power of the two bands, the partial loss of the radiant energy has no effect on the measurement result. It can overcome the measurement error caused by the transmission medium with dust, smoke, water vapor; partial occlusion of the field of view, or measurement of the attenuation of the radiation caused by the change of distance. Particularly suitable for relatively harsh temperature measurement sites.
The colorimetric thermometer is equipped with a visual sighting system and a measured value display and parameter setting system. The visual aiming is convenient for the user to install the instrument, and the visual system can be used to intuitively understand the real-time working condition of the heating body; the measured value display and parameter setting system can display the current measured value in real time, and the display window can be freely set with the user parameter with the button. It is also possible to define the operating mode of the thermometer by means of user parameters, so double color measurement and monochrome measurement can be switched. The instrument is easy to operate.
In the process of using the infrared thermometer, the measurement error caused by the following reasons is generally encountered: 1. The surface state of the material oxidation changes, or the oxide and the parent material crack, causing a large measurement error; The measurement error caused by the low emissivity of the device itself; 3. The measurement error caused by the poor measurement environment. The double color temperature measurement method can solve these measurement problems well.
1.2 Main technical parameters of colorimetric thermometer:
1.2.1, Measurement range: 600-1400 ℃
1.2.2, Basic error: 0.5 (±0.5% FS)
1.2.3, Repeatability: 0.2%
1.2.4, Distance coefficient: 280:1
1.2.5, Measuring distance: 0.56m-∞
1.2.6, Measurable minimum target: φ2mm (560mm)
1.2.7, Response time: <10ms
1.2.8, Slope compensation: 0.850-1.150
1.2.9, Emissivity: 0.10-1.00
1.2.10, Response wavelength range:
Double colors: 0.8-1.1μm & 0.4-1.1μm
Single color: 0.4-1.1μm
1.2.11, Temperature resolution: 0.5℃
1.2.12,Probe size: φ58×183mm
1.2.13, Analog output: 4-20mA
1.2.14, Communication interface: RS485
1.2.15, Working power: 24VDC
1.2.16, Power: <1.2W
1.2.17, Working environment: 0- 60℃, relative humidity 10-95% (no condensation 25-45℃)
1.2.18, Use standard: colorimetric thermometer industry standard JB/T 9240-1999
1.3, Colorimetric thermometer structure 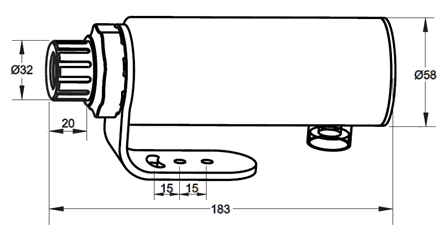
Artificial intelligence control system
System Block Diagram
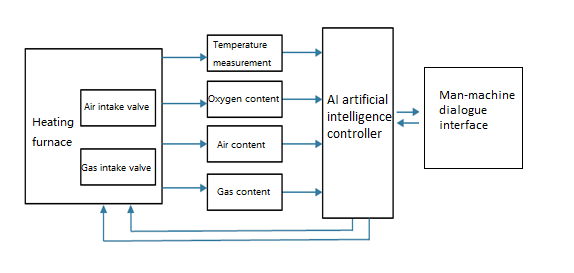
AI artificial intelligence controller software and hardware are developed by the company. Specially designed for temperature measurement and control of gas heating furnaces. The temperature of the slab in the furnace is measured by a colorimetric thermometer, the oxygen content of the air is measured by an oxygen sensor, the pressure and flow sensor are used to measure the pressure and flow of the blast furnace gas, and the artificial intelligence algorithm is used to control the air and the blast furnace gas. The intake air volume and the temperature of the heat storage chamber reach the purpose of controlling the furnace temperature, saving gas and reducing emissions.
Due to the introduction of artificial intelligence systems, the intelligent expansion of the entire system is very large. If you add video surveillance and machine vision systems, you can greatly reduce the on-site operations and inspections of workers. Eventually unattended. It can also expand the functions of mobile terminals and realize remote monitoring operations.
Project outline
1. Temperature measuring hole (using the temperature measuring hole of the current thermocouple)
2. Install the fixed position (design the mounting bracket independent of the furnace wall in front of the temperature measuring hole. Advantages: the temperature of the mounting bracket and the instrument installation position is the ambient temperature; the mounting bracket is fixed on the furnace wall on the furnace wall. Advantages: no occupation Peripheral location. Disadvantages: The mounting bracket and the furnace wall are directly linked, and the temperature is high.)
3. Installation of measuring sensor and control execution unit of heating furnace fuel system.
4. Heating furnace ignition and nozzle linkage transformation.
Scan the QR code to read on your phone

400-811-6877
Tel:027-8750 9386 027-8750 9105
Add:Dingye building C block, International Enterprise Center, Optics Valley Avenue, Wuhan China
Fax:027-87745185
Mail:dkoe@chinadikai.com

